






Heres my VE build. 2023cc as per title.
Will be doing a fair few custom mods onto it.
Willupdate with pics and details as i go.
--------------------------------------------------------------------------
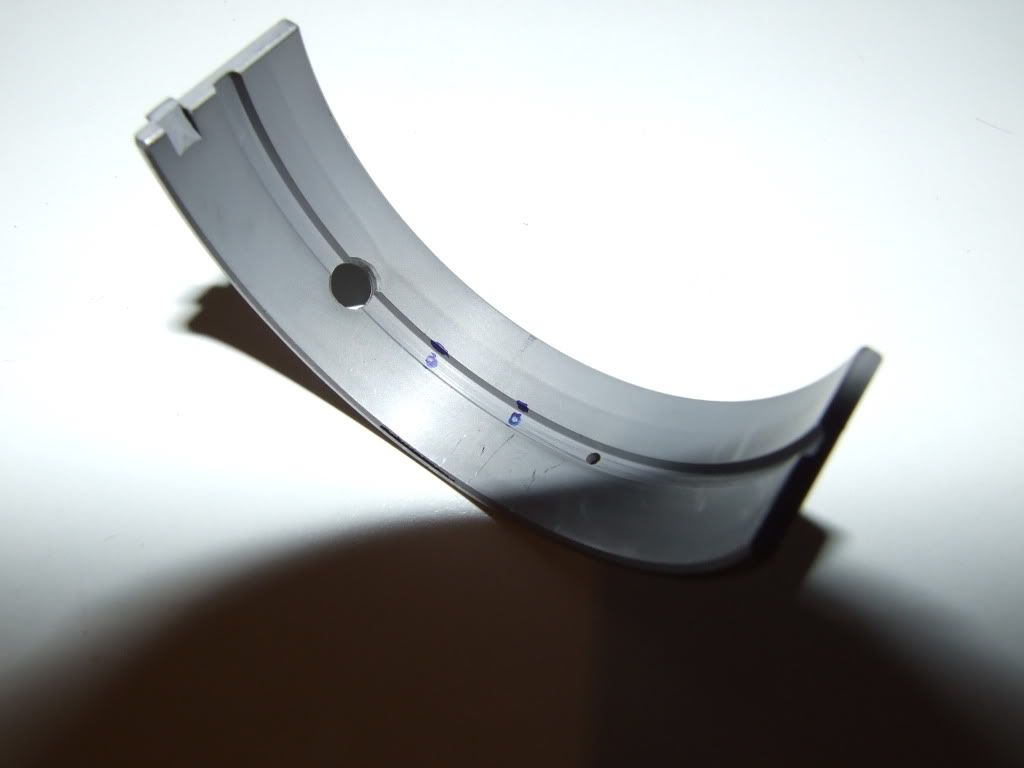
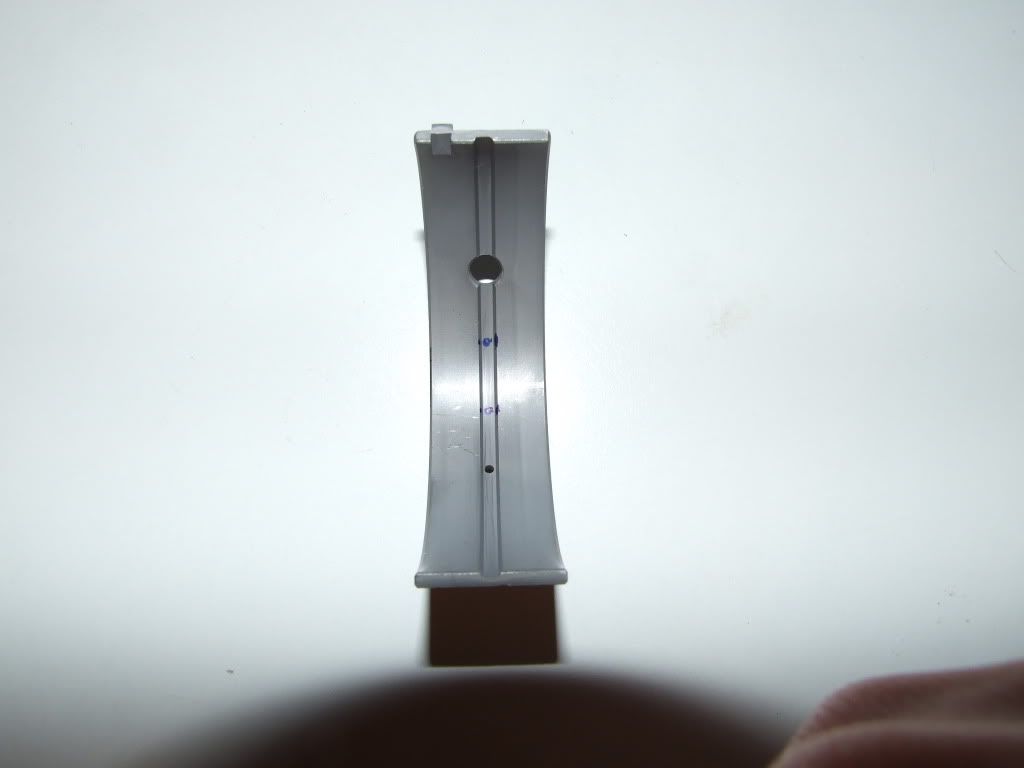
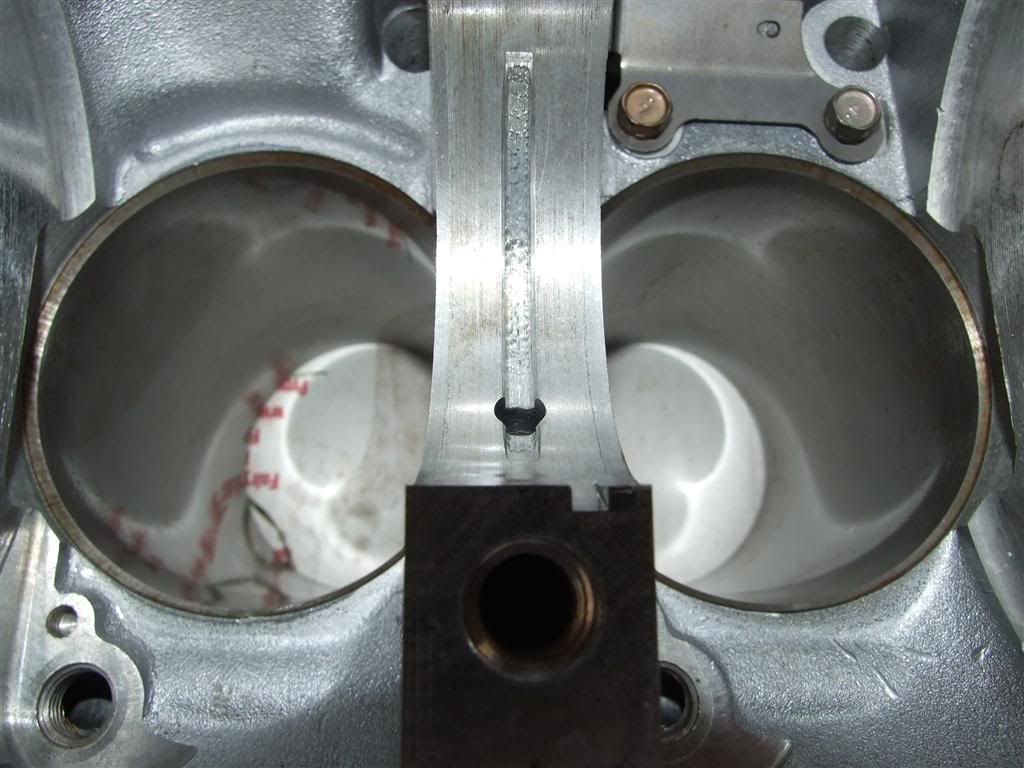
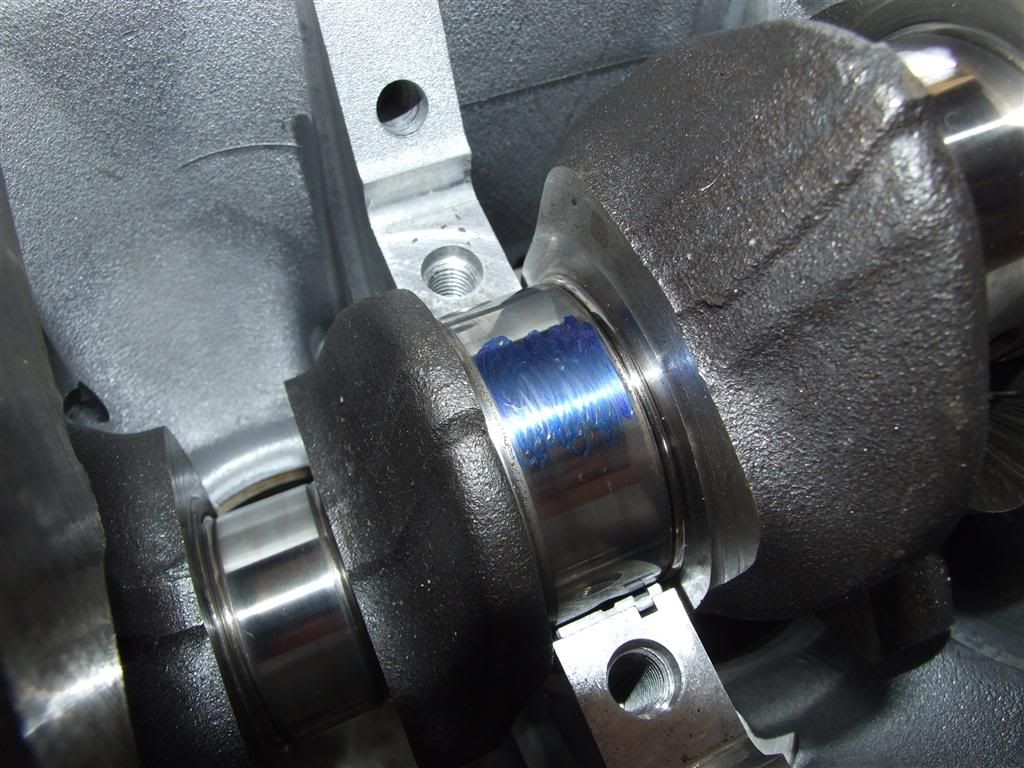
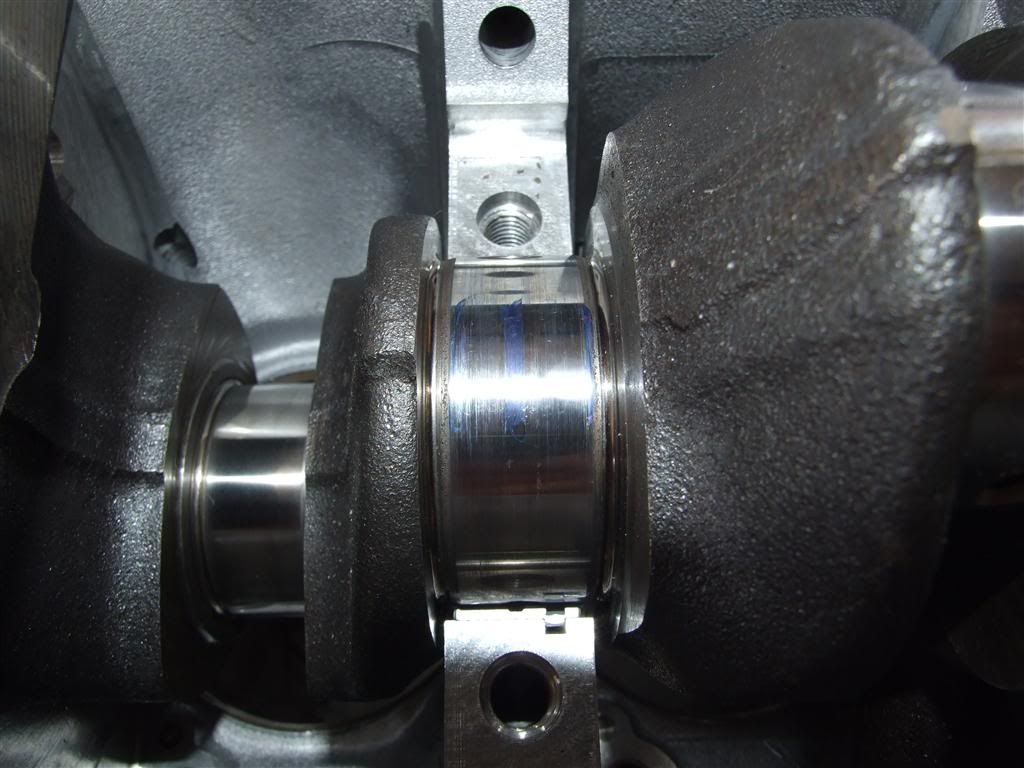
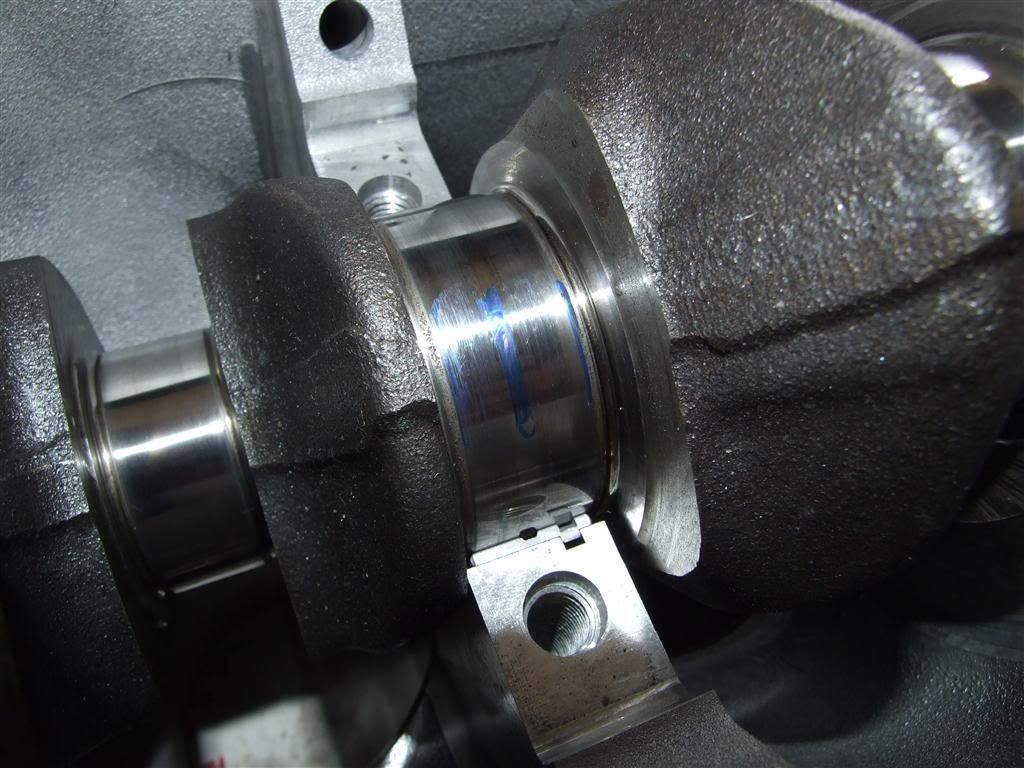
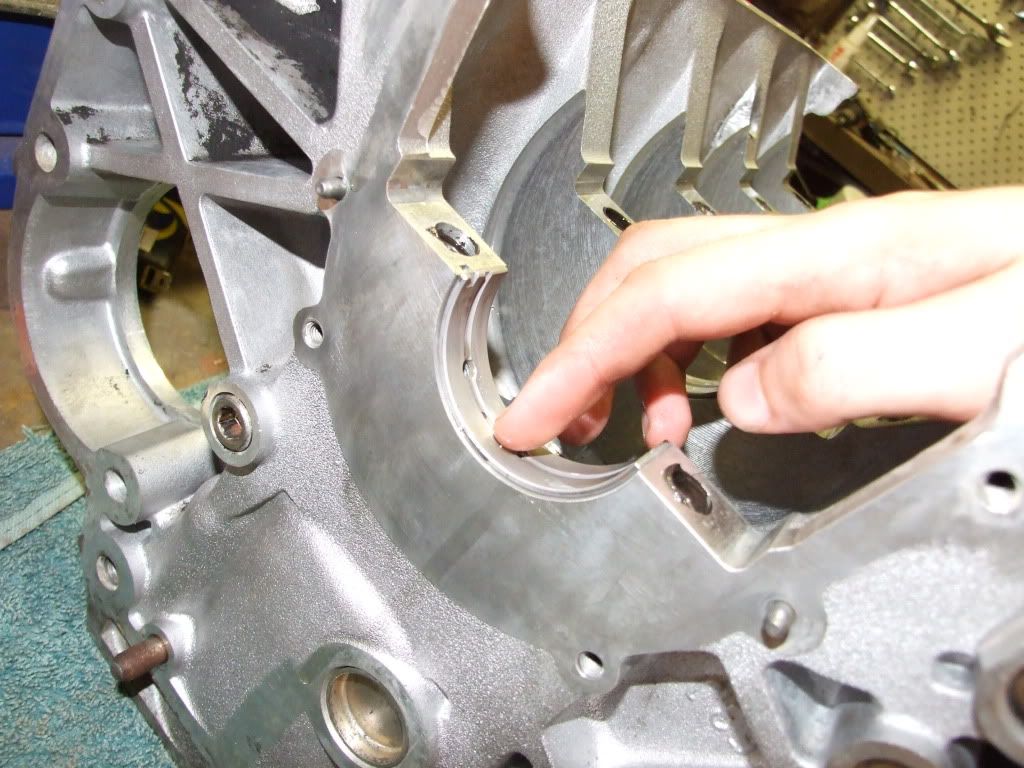
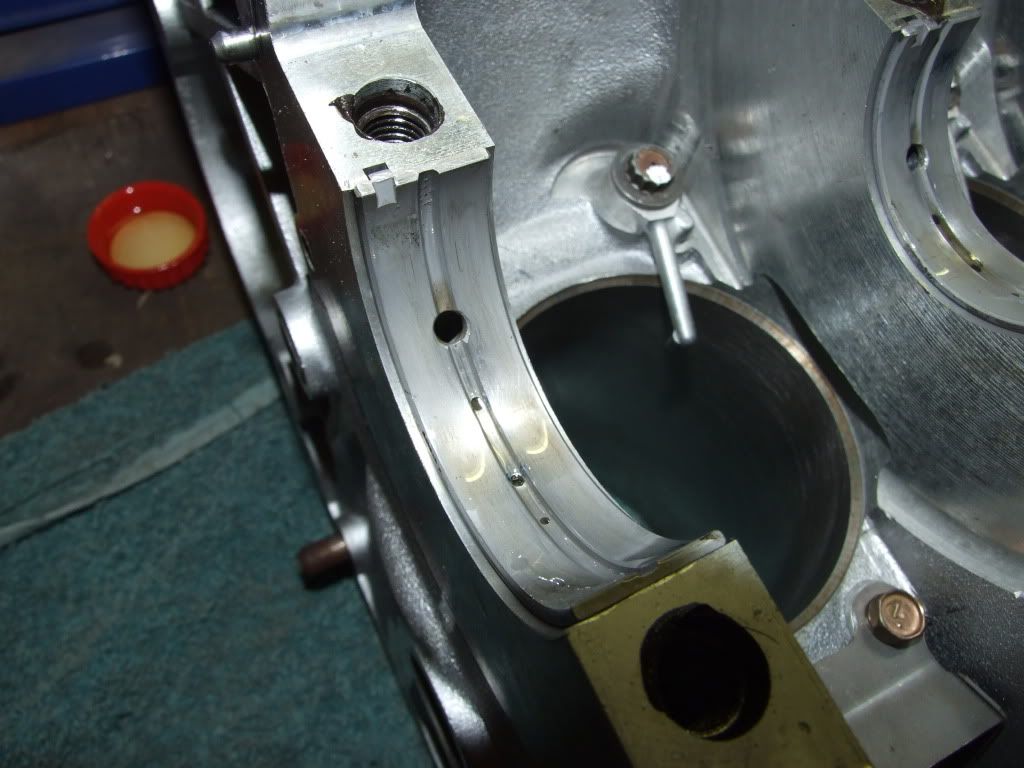
Here are picsutres of my modified main bearings.
I ordered original N1 bearings, however the part number has been discontinued by nissan and replaced by a generic part number for all SR's. In the hope that nissan upgraded all the bearings to have multiple oil feed holes i went ahead and ordered them.
What i got was stock, regular single large feed, with second pin hole bearing shells. Not to happy to say the least. me being a tight arse, and not wanting to waste money - i modified them a little. Pics below. Extra oil feed holes will help with oil flow and journal temp, not that its 100% needed, but all the little extra things will add up. I dont want to risk it runing a main dry, especially on the track or through a tough run, because i couldnt put 45mins of my time away to improve them.
Pic warning ahead.








Will be doing a fair few custom mods onto it.
Willupdate with pics and details as i go.
--------------------------------------------------------------------------
Here are picsutres of my modified main bearings.
I ordered original N1 bearings, however the part number has been discontinued by nissan and replaced by a generic part number for all SR's. In the hope that nissan upgraded all the bearings to have multiple oil feed holes i went ahead and ordered them.
What i got was stock, regular single large feed, with second pin hole bearing shells. Not to happy to say the least. me being a tight arse, and not wanting to waste money - i modified them a little. Pics below. Extra oil feed holes will help with oil flow and journal temp, not that its 100% needed, but all the little extra things will add up. I dont want to risk it runing a main dry, especially on the track or through a tough run, because i couldnt put 45mins of my time away to improve them.
Pic warning ahead.
 Be the first to like this post.
Be the first to like this post.
































")
") (insert iamhappy46 pic here?)....Providing the motor makes good power - i will post pics - until then its a secret bit of work (avoid embarrassment if it doesnt work:lol
(insert iamhappy46 pic here?)....Providing the motor makes good power - i will post pics - until then its a secret bit of work (avoid embarrassment if it doesnt work:lol























 \
\




